24小时咨询热线:13912004320
全国咨询热线:13905205681
摘 要:某30CrMnSiA 钢螺栓在装配过程中发生断裂,通过扫描电镜分析、硬度测试和金相检 验等方法对螺栓的断裂原因进行了分析。结果表明:30CrMnSiA 钢螺栓是装配时工作人员操作不 当,所施加的扭转载荷过大而导致的过载扭转断裂。
关键词:螺栓;断裂;装配;过载;扭转
中图分类号:TG113.22 文献标志码:B 文章编号:1001-4012(2020)11-0059-03
螺栓连接是金属材料铆接、焊接之外的一种重 要连接方式,具有操作简单、可拆卸等优点[1],被广 泛应用在航空、机械、交通、能源等行业[2-8]。由于 30CrMnSiA 钢在调质状态下具有较高的强度和足 够的韧性,在航空行业被广泛应用于制造对接接头、 轴、齿轮和螺栓等[9]。
某 30CrMnSiA 钢 螺 栓 规 格 为 M5 mm × 16mm,按照航空工业标准 HB1-130—2002《十字 槽90°沉头螺栓》的技术要求制造。在采用该螺栓 对某航空结构壁板进行连接装配时螺栓发生了断 裂,现场使用的20件螺栓中有4件发生了断裂。为 查明30CrMnSiA 钢螺栓的断裂原因,笔者对断裂 螺栓进行了检验和分析,便于采取相应措施避免类 似失效事故再次发生。
1 理化检验
1.1 断口分析
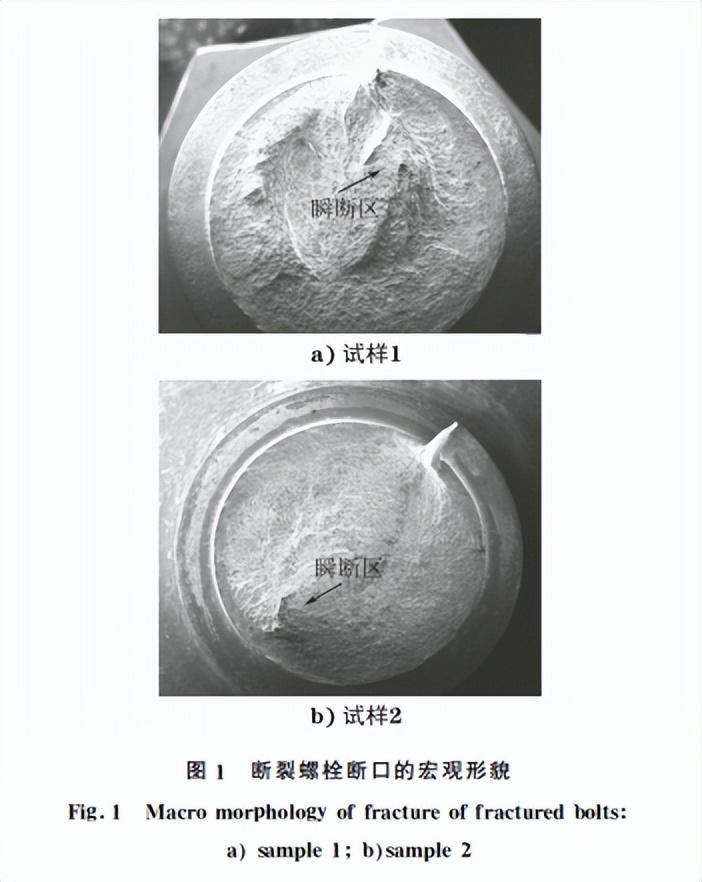
取两件断裂螺栓,分别编号为试样1,2,对断裂螺栓的断口进行观察,宏观形貌如图1所示,可见断裂位置均位于螺纹根部,断口较为平齐,成纤维状, 有明显的塑性变形,瞬断区表面粗糙,断口为典型的扭断断口[10-11]。
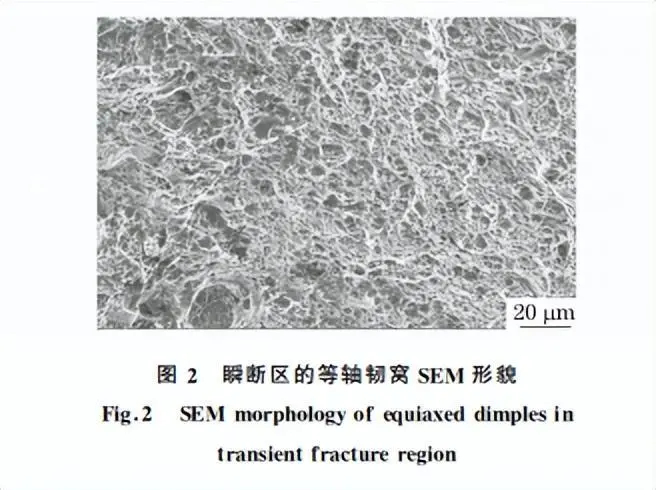
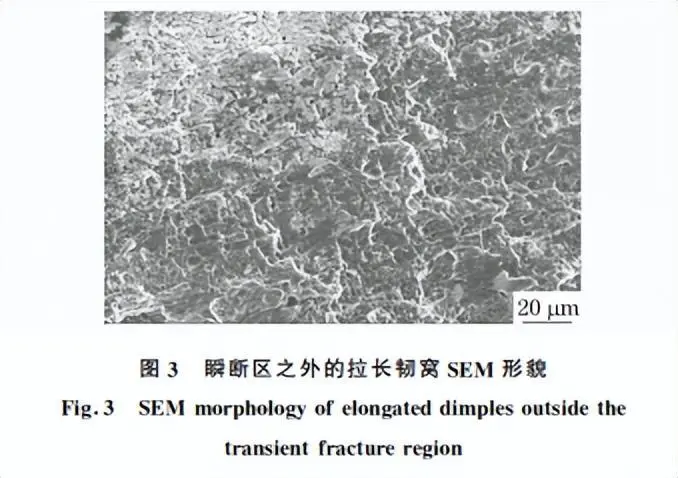
采用扫描电镜(SEM)进一步对试样1,2的断 口进行观察,可见断口均呈韧窝形貌,瞬断区均为等 轴韧窝形貌,如图2所示。瞬断区以外的区域均为 拉长的韧窝形貌,其韧窝具有明显的方向性,如图3 所示。
1.2 硬度测试
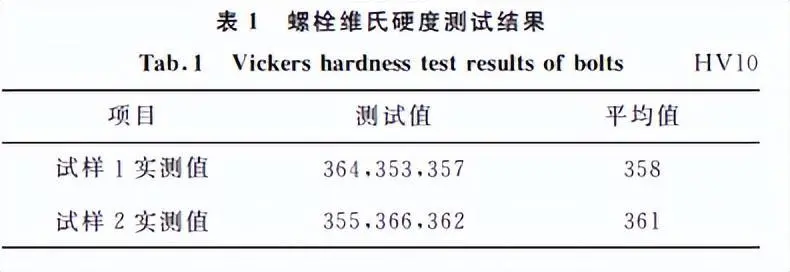
在试样1,2的断口上取点进行维氏硬度测试,结 果如表1所示,可知试样1,2硬度的平均值分别为 358,361HV10,根据 GB/T1172—1999《黑色金属硬 度及强度换算值》转换为强度可得螺栓材料的抗拉强 度分别为1164,1174MPa,进一步转换可得螺栓的 破坏拉力分别为16530,16670N。根据 HB1-130— 2002 的 要 求,螺 栓 材 料 的 强 度 应 在 1 080~ 1280MPa,破坏拉力应不低于14500N,可见螺栓材 料的强度和破坏拉力均符合制造标准的要求。
1.3 金相检验
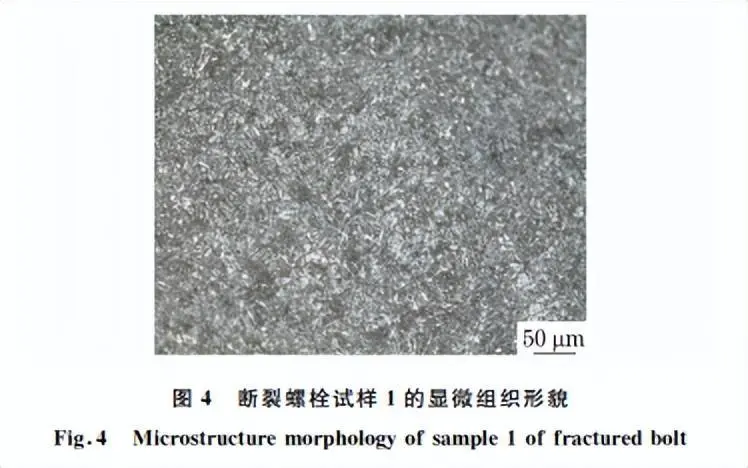
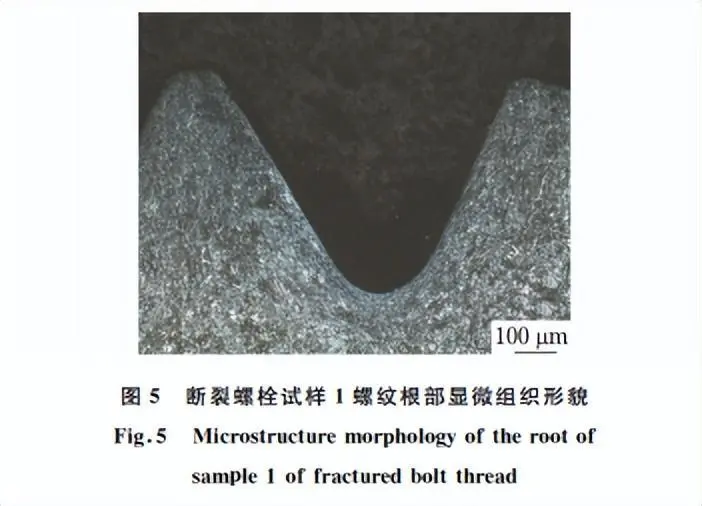
在试样1,2的断口附近取样制备金相试样,采用光学显微镜对其显微组织进行观察,可见其显微 组织均为正常的回火索氏体,试样1显微组织形貌 如图4所示。将螺栓沿轴向剖开,对螺纹根部显微 组织进行观察,可见螺纹根部无裂纹,为正常的滚制 螺纹变形组织,螺纹表面也未发生脱碳,试样1螺纹 根部显微组织形貌如图5所示。
2 分析与讨论
理化检验结果表明,断裂螺栓的强度和破坏拉 力符合标准对30CrMnSiA 钢的技术要求。螺栓的 显微组织正常,螺纹根部无裂纹,为正常的滚制螺纹 变形组织。
断口分析结果表明,螺栓断口较为平齐,成纤维 状,有明显的塑性变形,瞬断区表面粗糙,断口呈典 型的塑性材料扭转断裂形貌特征。整个断口均呈韧 窝形貌,表明其断裂模式为韧性断裂。
对于塑性材料,在超过材料强度极限的扭转载 荷作用下,其会在切应力作用下发生切断,形成的断 口与材料的轴线垂直,且断口较为平齐,有回旋状塑 性变形痕迹[12]。螺栓在装配过程中承受扭转应力 载荷,螺栓材料在其制造标准条件下表现出明显的 塑性变形,且其断口呈典型的塑性材料扭转断裂形 貌特征,结合螺栓的强度、显微组织均符合制造标准要求,判断螺栓断裂是由于其在装配过程中承受的 载荷过大而导致的过载扭转断裂。
在采用螺栓和螺母配合对构件进行装配紧固 时,是采用扭转力矩将其拧紧,扭转使得螺栓因受力 而发生微量变形,并因抵抗变形而产生轴向力,该轴 向力起到紧固的作用。由于扭转在螺栓的螺纹根部 形成了切应力,使得螺栓断裂所需的扭转力低于轴 向拉伸时把螺栓拉断所需的拉力,约为轴向拉力的 80% [10],因此在装配紧固小尺寸螺栓、螺钉时,应防 止施加的扭转载荷过大而导致其断裂。螺栓在装配 过程中,两名操作工用套筒扳手各在一侧对螺栓和 螺母分别拧紧,两人同时快速用力,这种装配方式难 以控制施力大小,容易瞬时施加较大的扭转力,使得 螺栓因过载而断裂。
3 结论及建议
螺栓断裂模式为韧性断裂,螺栓的材料不存在 质量问题,是装配过程中工作人员操作不当,施加的 扭转载荷过大导致螺栓因过载而断裂。 为避免因装配应力过大导致螺栓扭转断裂,需 制定合适的装配工艺,并控制好装配扭力。建议两 名操作工在装配时,一人不转动扳手,仅负责用扳手 将螺母固定即可,另一人则负责用扭矩扳手将螺栓 拧紧,且严格控制拧紧力矩使其不会导致螺栓过载。 采取以上措施后,几乎没有发生过螺栓过载扭转断 裂事故。
参考文献:
[1] 齐延生,胡晓峰,王静,等.高强度螺栓断裂失效分析 [J].理化检验(物理分册),2018,54(5):359-363.
[2] 黄嘉乐,钱锟,韩波.10.9级高强螺栓头部断裂原因分 析[J].理化检验(物理分册),2019,55(10):718-721.
[3] 董唯莉,付金鹏,张浩,等.瓦房店不锈钢螺栓断裂原因分析 [J].失效分析与预防,2014,9(1):43-47. [4] 王磊,陈学广,裴海祥.柴油机用高强度螺栓断裂失效 分析[J].理 化 检 验 (物 理 分 册),2016,52(6):431- 434.
[5] 刘淼.蒸汽发生器螺柱断裂原因 分 析[J].炼 油 与 化 工,2016,27(2):50-53.
[6] 包锡桂.某挖掘机高强螺栓断裂原因分析[J].理化检 验(物理分册),2017,53(3):204-207.
[7] 朱有利,侯帅,杜晓坤,等.某无人机螺旋桨联接螺栓 断裂失效的多学科分析与改进[J].中国 表 面 工 程, 2018,31(4):55-63.
[8] 苏倩,胡春燕.汽车下摆臂与车架连接螺栓断裂分析 [J].失效分析与预防,2019,14(6):425-428.
[9] 张跃飞,陈林,刘艳稳.新研通用挂架前接头螺栓断裂 分析[J].失效分析与预防,2010,5(4):248-251.
[10] 姜招喜,许宗凡,张挺,等.紧固件制备与典型失效案 例[M].北京:国防工业出版社,2015.
[11] 束德林.金属力学性能[M].北京:机械工业出版社, 1995. [12] 濮良贵.机械设计[M].6版.北京:高等教育出版社, 1996.
<文章来源 >材料与测试网 > 期刊论文 > 理化检验-物理分册 > 56卷 > 11期 (pp:59-61)>
 扫一扫咨询微信客服
扫一扫咨询微信客服服务热线
 苏公网安备 32030202001085
苏公网安备 32030202001085